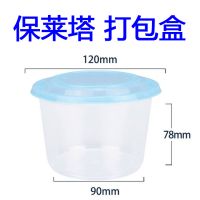


一次性打包盒簡介:
一次性打包盒生產(chǎn)原材料為食品級聚丙烯(簡稱PP)塑料顆粒。PP使用溫度是零下6度至120度左右,改性的PP原料其使用溫度可控制在零下18度至130度左右。通過保萊塔注塑機(jī)高速注射成型,一次性出產(chǎn)品。以前的一次性打包盒都是泡沫制作而成,不能密封和保溫。外賣時(shí)代全國普及,原來的泡沫一次性打包盒已經(jīng)不能適應(yīng)市場。這時(shí)PP注塑一次性打包盒應(yīng)運(yùn)而生。一次性打包盒已由泡沫飯盒轉(zhuǎn)向環(huán)保一次性打包盒,原來的泡沫飯盒由于不耐高溫,且制作過程對環(huán)境造成破壞被淘汰,取而待之是PP一次性打包盒。適合盛裝熱飯熱菜,可在微波爐里加熱,甚或可在蒸氣柜里蒸煮其中,塑料具有性較低、熔點(diǎn)較高、可塑性強(qiáng)、生產(chǎn)簡便及相對成本較低等特點(diǎn),因而成了制造一次性打包盒的主流材料。PP聚丙烯,具有機(jī)械性能和熱性能,適合飯菜的包裝。
保萊塔一次性打包盒機(jī)器設(shè)備介紹:
對生產(chǎn)小而輕的制件的需求已經(jīng)使薄壁注塑成為注塑機(jī)需增加的性能。“薄壁”通常是由壁厚少于1mm的輕便電子制件所定義的。對大的汽車制件來說,“薄壁”可以是2mm??傊?,薄壁制品要求改變加工工藝:更高的壓力和速度、更短的冷卻時(shí)間、改變制件頂出和澆口排列。以下是薄壁注塑對注射機(jī)和模具的要求。
注塑機(jī):
標(biāo)準(zhǔn)的注射機(jī)可用于生產(chǎn)多種薄壁制品。目前新型注射機(jī)的性能大大超過了10年以前。材料、澆**術(shù)以及設(shè)計(jì)的進(jìn)步,進(jìn)一步拓寬了標(biāo)準(zhǔn)注射機(jī)對薄壁制件充模的性能。但由于壁厚不斷減少,需要一種更特殊的、具有高速和高壓性能的注射機(jī)。
例如,一個(gè)厚度小于1mm的電子制件,充模時(shí)間小于0.5秒且注塑壓力超過210MPa是很正常的。用于薄壁注塑的液壓式注射機(jī)設(shè)計(jì)有儲(chǔ)壓器,可頻繁地驅(qū)動(dòng)注塑和合模。具有高速和高壓性能的全電動(dòng)注射機(jī)和電動(dòng)/液壓式注射機(jī)也面世了。為了能經(jīng)受得住新型注射機(jī)的高壓,鎖模力的小值是5~7噸/英寸(投影面積)。
另外,當(dāng)壁厚減少注塑壓力增加時(shí),大型模板有助于減少彎曲。薄壁制品用的注射機(jī)的拉桿對模板厚度的比為2:1或更低。生產(chǎn)薄壁制品時(shí),注塑速度和壓力以及其它加工參數(shù)的死循環(huán)控制有助于在高壓和高速下控制充模和保壓。
至于注射量,大直徑機(jī)筒往往太大了,建議的注射量為機(jī)筒容量的40%~70%,薄壁制品總成型周期大大縮短,有可能將小注射量減少到機(jī)筒容量的20%~30%。用戶在注塑時(shí)小心,因?yàn)閷Σ牧蟻碚f,小的注射量意味著材料在機(jī)筒內(nèi)的滯留時(shí)間更長,從而會(huì)導(dǎo)致制品性能的下降。
一次性打包盒模具:
速度是薄壁注塑成功與否的關(guān)鍵因素之一??焖俪淠:透邏耗芤愿咚賹⑷廴诘臒崴苄圆牧献⑷肽G恢?,從而防止?jié)部诶涔?。如果一個(gè)標(biāo)準(zhǔn)的制件在兩秒鐘內(nèi)完成充模,那么模厚減少25%,有可能將充模時(shí)間減少50%,剛好1秒。
薄壁注塑的優(yōu)點(diǎn)之一是當(dāng)厚度減少時(shí),需要冷卻的材料更少。隨著厚度減少,可以將成型周期縮短一半。熔體輸送裝置的合理設(shè)置使熱流道和澆道不會(huì)妨礙成型周期的縮短。使用熱流道和澆道襯套有助于將成型周期縮短至小。此外,還應(yīng)該考慮到模具用材。
P20鋼被廣泛應(yīng)用于傳統(tǒng)制品的模塑,但由于薄壁注塑的壓力更高,模具制造得堅(jiān)固。H-13和其它硬鋼為薄壁模具增加了額外的系數(shù)。然而,堅(jiān)固模具的成本可能高于標(biāo)準(zhǔn)模具的30%~40%。但增加的成本通常會(huì)被提高的生產(chǎn)性能所抵消。

一次性打包盒生產(chǎn)流程:
一次性打包盒采用保萊塔注塑機(jī)全自動(dòng)化生產(chǎn)工藝流程,一次性注塑成型。無需二次加工或制作,保萊塔高速注塑機(jī)采用全機(jī)械化,機(jī)械手自動(dòng)抓取產(chǎn)品,人工只需要把機(jī)械手疊好的產(chǎn)品進(jìn)行裝箱封存**好,操作簡單,實(shí)現(xiàn)智能化運(yùn)行。高速機(jī)生產(chǎn)產(chǎn)品成型速度至幾秒內(nèi),機(jī)械手操作性高,無需人工和機(jī)器接觸,由于采用全機(jī)械化,節(jié)省人工,省廠家成本。
生產(chǎn)車間及執(zhí)行標(biāo)準(zhǔn):
一次性打包盒生產(chǎn)執(zhí)行的標(biāo)準(zhǔn)是GB/T18006.3-2020。一次性打包盒餐飲具通用技術(shù)要求。本部分規(guī)定了一次性打包盒餐飲具的定義和術(shù)語、分類、技術(shù)要求、試驗(yàn)方法、檢驗(yàn)規(guī)則及產(chǎn)品包裝標(biāo)識、包裝、運(yùn)輸、貯存要求。本標(biāo)準(zhǔn)部分適用于樹脂、淀粉、植物纖維等各種原料制得的可降解--次性餐飲具,也適用于接觸食品層覆有或涂有或復(fù)合有生物降解塑料薄膜或片的其他可降解一次性餐飲具。本部分不適用于紙杯、紙碗等紙質(zhì)餐飲具。
一次性打包盒高速機(jī)長約7米左右,高2米左右,每臺設(shè)備占地面積10平方米左右,機(jī)器加上機(jī)械手高度約4米左右高。機(jī)器重量在8-16噸左右。采用380伏工業(yè)用電。生產(chǎn)輔助機(jī)器有:冷卻塔、空壓機(jī)、上料機(jī)、破碎機(jī)、行吊、機(jī)械手、干燥機(jī)等。
保萊塔提供一站式辦廠服務(wù),減少客戶中間繁瑣環(huán)節(jié)。公司配備完善的設(shè)計(jì)、生產(chǎn)、加工、裝配及檢測設(shè)備,精密注射成型機(jī)、功能性注塑機(jī)為主導(dǎo)產(chǎn)品。致力于為客戶提供完善成型生產(chǎn)解決方案。公司有熟練技術(shù)人員前期幫客戶規(guī)劃辦廠指導(dǎo),讓廣大客戶不走彎路。機(jī)器設(shè)備和模具到達(dá)客戶生產(chǎn)車間后,公司派技術(shù)人員上門免費(fèi)技術(shù)指導(dǎo)生產(chǎn),并現(xiàn)場教學(xué)機(jī)器設(shè)備操作,直至客戶熟練掌握操作。保萊塔機(jī)器設(shè)備全國包運(yùn)費(fèi),機(jī)器設(shè)備直達(dá)生產(chǎn)車間及終身對機(jī)器設(shè)備售后服務(wù)。保萊塔歡迎全國各地客戶朋友來公司實(shí)地考察及觀看一次性打包盒生產(chǎn)流程現(xiàn)場。保萊塔一次性打包盒生產(chǎn)設(shè)備 打包盒生產(chǎn)機(jī)器設(shè)備210注塑機(jī)